HunterLab-Kugelinstrumente mit CIE d/8-Geometrien entsprechen den Anforderungen von ASTM D1003 Abschnitt 8: Verfahren B Spektrophotometer. Die Messung der Transmissionstrübung mit Geräten nach Verfahren B stimmt weitgehend mit der Messung nach ASTM D1003 Verfahren A Haze überein.
Erfüllt die Anforderungen der ASTM D1003 Abschnitt 8 Verfahren B
Hier finden Sie eine genauere Beschreibung, wie HunterLab UltraScan PRO und UltraScan VIS die Anforderungen von Abschnitt 8 erfüllen.
- Verfahren B (Spektralphotometer)
8.1 Apparat:
8.1.1 Die zur Messung verwendeten Geräte müssen den geometrischen und spektralen Anforderungen dieses Abschnitts entsprechen.
Die HunterLab-Geräte UltraScan VIS und UltraScan PRO erfüllen die Anforderungen der ASTM D1003, Abschnitt 8, Verfahren B, für Spektralphotometer.
8.1.2 Das Gerät muss in der Lage sein, aus den Spektraldaten die CIE-Tristimuluswerte von 1931 und die zugehörigen Farbkoordinaten für die CIE-Normlichtart C oder alternativ für die Lichtart A zu berechnen.
HunterLab bietet A/2- und C/2-Optionen für die Berechnung von Haze%, Y Total und Y Diffuse Lichtdurchlässigkeit in der EasyMatch QC-Software.
8.1.3 Das Gerät muss ein halbkugelförmiges optisches Messsystem mit einer Ulbricht-Kugel verwenden, in der die Probe bündig an die Kugelöffnung angelegt werden kann. Die Innenflächen der Ulbricht-Kugel, der Leitbleche und der Reflexionsnormale müssen matt sein, einen im Wesentlichen gleichen Reflexionsgrad aufweisen und im gesamten sichtbaren Wellenlängenbereich hoch reflektierend sein.
Die HunterLab UltraScan VIS- und UltraScan PRO-Sensoren und die internen Komponenten sind mit Spectralon beschichtet, das einen Reflexionsgrad von über 99 % aufweist. Transparente Proben für die Trübungsmessung werden am TTRAN-Anschluss bündig mit der Kugel platziert.
UltraScan VIS und Pro werden mit weißem, japanischem, handelsüblichem Opal-Reflexionsstandard mit einem Reflexionsgrad von über 99 % geliefert.
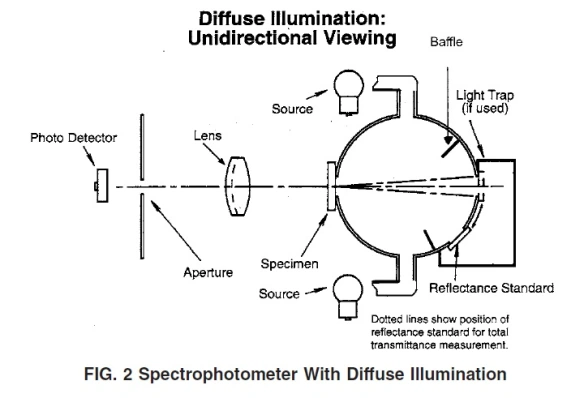
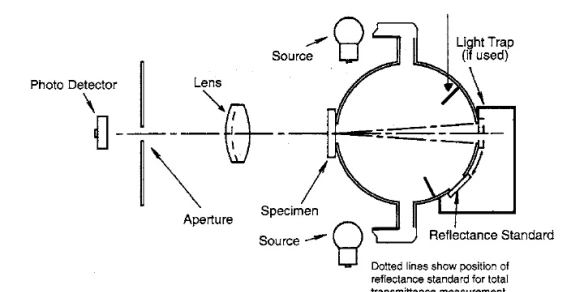
8.1.4 Es können zwei Geometrien verwendet werden: unidirektionale Beleuchtung mit diffusem Blick und diffuse Beleuchtung mit unidirektionalem Blick. Bei diffuser Beleuchtung mit unidirektionaler Betrachtung gelten die folgenden Bedingungen:
HunterLab UltraScan VIS und UltraScan PRO Sensoren haben eine diffuse Beleuchtung mit unidirektionaler Betrachtungsgeometrie (8°). Sie werden als CIE-konforme diffuse d/8°-Kugelinstrumente bezeichnet.
8.1.4.1 Zur diffusen Beleuchtung des Prüfmusters ist eine Ulbricht-Kugel zu verwenden. Der Durchmesser der Kugel kann beliebig sein, solange die Gesamtfläche der Öffnungen 4,0 % der inneren Reflexionsfläche der Kugel nicht überschreitet. Die Öffnungen der Kugel für das Prüfmuster und die Lichtfalle müssen auf demselben Großkreis der Kugel zentriert sein, und zwischen ihren Mittelpunkten muss ein Bogen von mindestens 2,97 rad (170°) liegen.
Die Öffnung der Lichtfalle muss in der Mitte der Probenöffnung einen Winkel von 0,14 rad (8°) mit dem Abblendlicht bilden. Bei aufgestellter Lichtfalle muss die Achse des Betrachtungsstrahls durch die Mittelpunkte der Öffnungen für die Probe und die Lichtfalle verlaufen, ohne dass eine Probe vorhanden ist.